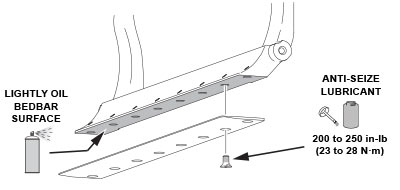
Figura 1.
IMPORTANTE: Não use uma chave de impacto para apertar os parafusos das lâminas de corte
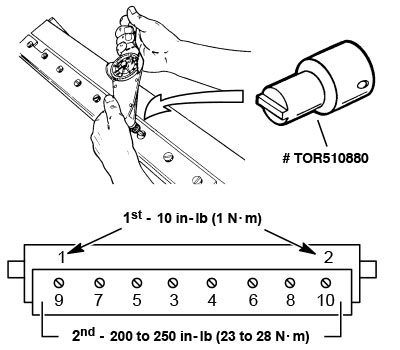
Figura 2.
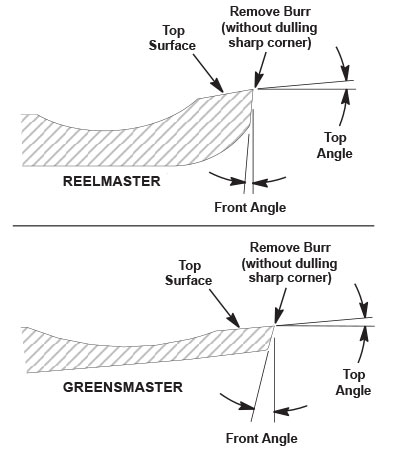
Figura 3.
Visto que pode haver variações na superfície de montagem da barra de apoio, é necessário amolar a lâmina de corte depois de a instalar na barra de apoio. Siga as especificações fornecidas para amolar a lâmina de corte. Tabela de referência das lâminas de corte(Ver Fig. 3)
Quando amolar a lâmina de corte, remova apenas material suficiente para que a superfície superior da lâmina de corte fique direita. Tenha cuidado para não aquecer demasiado a lâmina de corte. Remova pequenas quantidades de material a cada passagem do amolador. Limpe e corte a pedra de amolar com frequência durante o processo de amolar.
Use o Manual de Formação de Serviço Geral Toro, Informações Básicas sobre Cortadores de Cilindro (peça nº. 09168SL) e as instruções do fabricante do amolador para obter informações adicionais sobre o processo de amolar da lâmina de corte.
NOTA: As lâminas de corte EdgeMax® são extremamente resistentes. A utilização de uma roda de amolar em diamante é recomendada para evitar o sobreaquecimento ou danificar o fio da lâmina de corte enquanto amola.
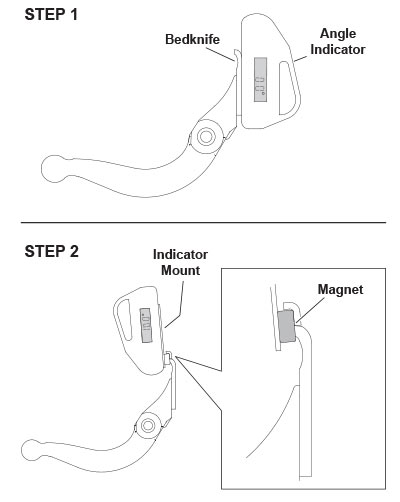
Figura 4.
Visto que o ângulo superior de amolar para as lâminas de corte é vital para manter o fio e também o aspeto depois do corte, a Toro criou ferramentas de serviço especiais para medir com precisão o ângulo superior de amolar de todas as lâminas de corte (Ferramentas Especiais Toro 131-6828 e 131-6829). (Ver Fig. 4)
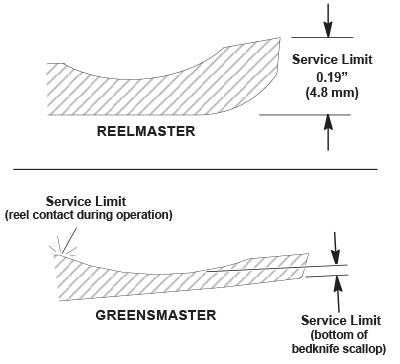
Figura 5.
IMPORTANTE: Não amole a lâmina de corte abaixo do seu limite de serviço. A utilização da unidade de corte numa lâmina de corte abaixo do seu limite de serviço pode resultar num aspeto depois do corte pobre e reduzir a integridade da estrutura da lâmina de corte para resistir a impactos. (Ver Fig. 5)
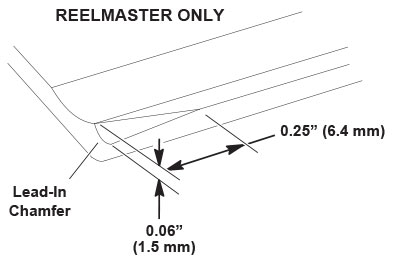
Figura 6.
Um chanfro de entrada é instalado em todas as lâminas de corte Reelmaster novas. O chanfro original deverá durar os primeiros 40% da vida útil da lâmina de corte. Inspecione e amole novamente o chanfro de entrada, se necessário. (Ver Fig. 6)
Ajuste sempre a unidade de corte depois de amolar o cilindro e/ou a lâmina de corte; consulte o Manual do utilizador da unidade de corte. Para resguardar o desempenho da unidade de corte, permitindo salvaguardar durante mais tempo o fio da bobina e da lâmina de corte, poderá ser necessário um ajuste adicional depois dos primeiros minutos de operação para alinhar o cilindro e a lâmina de corte.
Certifique-se de que todos os componentes da unidade de corte estão em boas condições. Dependendo do tipo de amolador usado, componentes da unidade de corte defeituosos podem afetar os resultados do processo de amolar. Certifique-se de que os rolamentos do cilindro estão em boas condições e bem ajustados antes de amolar o cilindro. Certifique-se de que a estrutura da unidade de corte e suportes do rolo estão direitos e não estão dobrados ou danificados.
Remova o conjunto da barra de apoio/lâmina de corte.
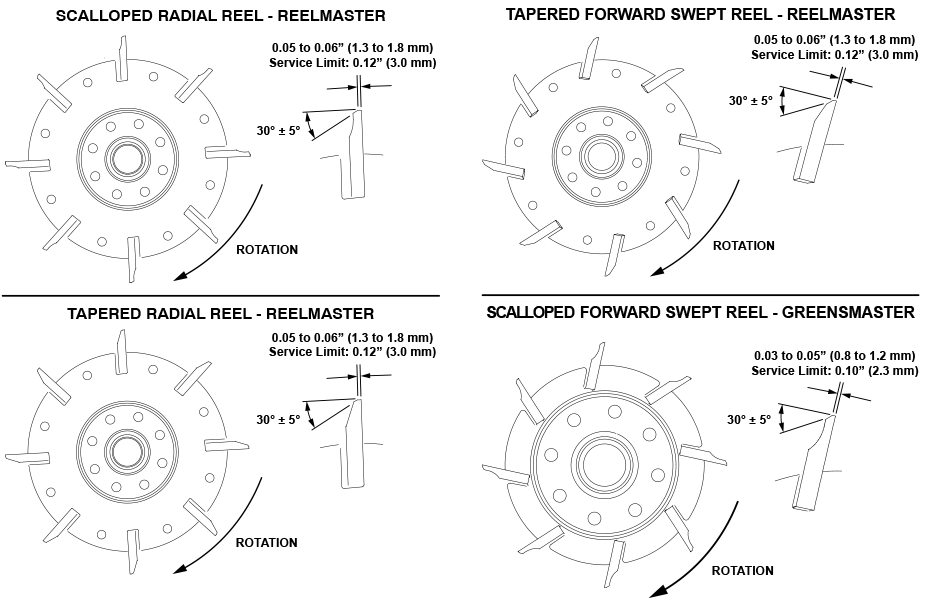
Figura 7.
Identifique o tipo de cilindro para garantir que o processo de amolar é feito corretamente. Os produtos Toro usam quatro (4) tipos diferentes de cilindros. Os cilindros são definidos pelo tipo de perfil da lâmina (recortado ou cónico) e a posição das lâminas (radial ou à dianteira)(Ver Fig. 7)
NOTA: As máquinas Greensmaster usam apenas cilindros recortados à dianteira.
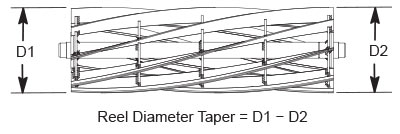
Figura 8.
Use uma fita métrica para medir o diâmetro/circunferência (Ferramenta Especial Toro TOR6023) para medir o diâmetro cónico do cilindro. (Ver Fig. 8)
IMPORTANTE: Não amole deixe as lâminas do cilindro de corte sobreaquecerem enquanto amolar. Remova pequenas quantidades de material a cada passagem do amolador.
Amole o perfil das lâminas do cilindro até atingir a largura de solo mínima da lâmina se a largura de solo da lâmina do cilindro exceder o limite de serviço. A Toro recomenda um ângulo de perfil de 30 graus em cada lâmina do cilindro. Pode variar o ângulo do perfil até 5 graus em qualquer direção. Um ângulo de perfil maior significa que será forçado a amolar menos vezes porque a largura de solo da lâmina irá aumentar menos rapidamente do que o desgaste do cilindro. Infelizmente, um ângulo de perfil maior poderá tornar as lâminas do cilindro mais suscetíveis de ficarem danificadas em caso de impacto. Com um ângulo de perfil menor, poderá ser forçado a amolar mais vezes para manter a largura de solo da lâmina. Um ângulo de perfil menor irá tornar as lâminas do cilindro mais resistentes a danos causados por impactos.
Amole em rotação o cilindro para repor a sua forma cilíndrica e para estabelecer a largura de solo especificada da lâmina depois de amolar o perfil.
Siga as instruções do fabricante do amolador de cilindros para amolar o cilindro de corte segundo as especificações da Toro. Tabela de referência dos cilindros. Também pode obter informações sobre o processo de amolar cilindros no Manual do utilizador da sua unidade de corte e no Livro de formação da série básica da Toro, Informações básicas sobre cortadores de cilindro (peça n.º 09168SL) no Conjunto de referência de serviço disponível através do seu distribuidor autorizado Toro.
Depois de amolar o cilindro e/ou a lâmina de corte, ajuste a unidade de corte (ver Manual do utilizador da unidade de corte). Inspecione de novo a folga entre o cilindro e a lâmina de corte depois de cortar duas (2) troços. Durante esta primeira utilização, quaisquer rebarbas serão removidas do cilindro e da lâmina de corte que poderão prejudicar a folga correta entre o cilindro e as lâminas de corte e, deste modo, acelerar o desgaste. Esta prática de inspecionar continuamente a folga entre o cilindro e a lâmina de corte depois de amolar permitirá prolongar a longevidade do fio do cilindro e das lâminas de corte.