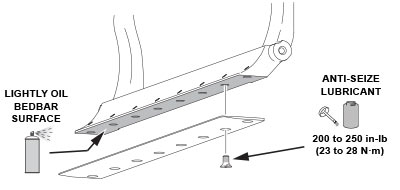
图 1.
重要提示:切勿使用冲击扳手上紧底刀螺丝
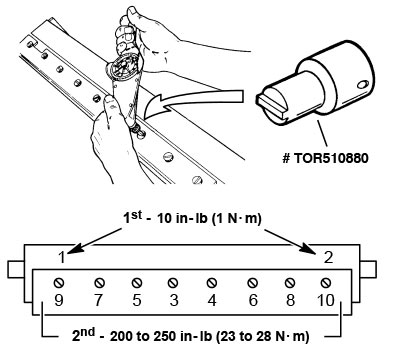
图 2.
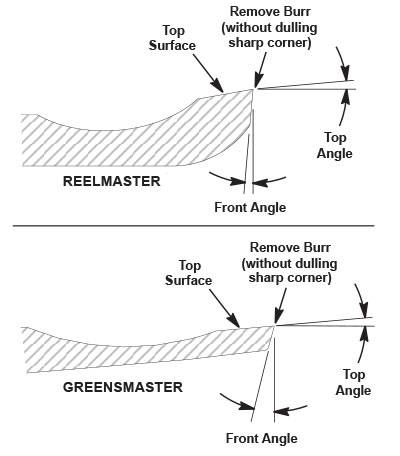
图 3.
由于底刀架的安装表面可能有所不同,因此将底刀安装到底刀架后必须进行研磨。遵照提供的底刀研磨规格。底刀参考图 (参见图 3)
研磨底刀时,仅研磨掉确保底刀顶部表面适合安装的材料即可。小心不要使底刀过热。研磨机每研磨一遍仅会除去少量材料。此外,在研磨过程中还要经常清洁和磨削研磨石。
使用 Toro 通用维修培训手册、滚刀剪草机基础知识 (零件号 09168Sl)和研磨机制造商的说明,了解更多底刀研磨信息。
注: EdgeMax® 底刀极其坚硬。建议使用金刚石砂轮,以防止研磨时过热或损坏底刀刀刃。
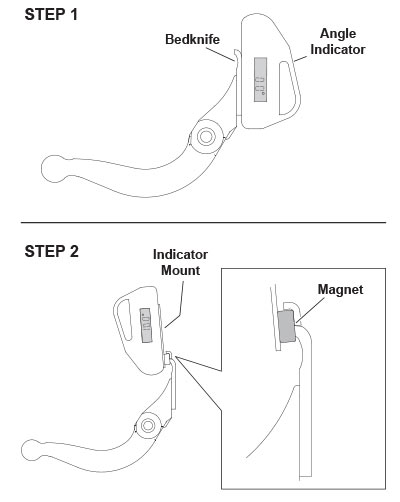
图 4.
由于顶面研磨角度对刀刃的持久锋利至关重要,并因此会影响剪草效果,Toro 已经开发出了专用维修工具,用于准确测量所有底刀的顶面研磨角度(Toro 专用工具 131-6828 和 131-6829)。 (参见图 4)
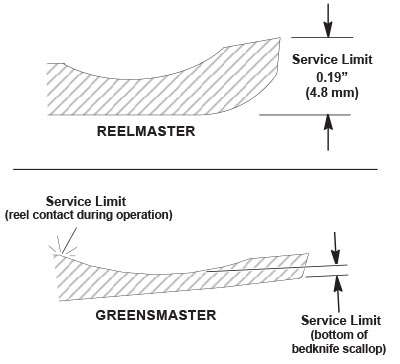
图 5.
重要提示:切勿等底刀到了维修限值以下再进行研磨。操作带有处于维修限值以下的底刀的滚刀组,可能导致剪草效果不佳,并且会降低底刀经受冲击的结构完整性。(参见图 5)
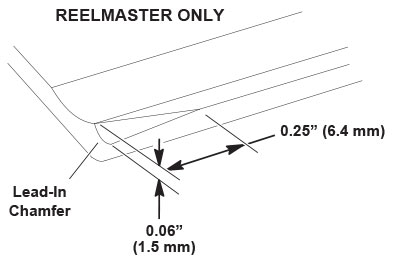
图 6.
所有新 Reelmaster 底刀都磨出了一个导入斜面。原始斜面应能够持续到底刀使用寿命的前 40%。检查导入斜面,必要时重新研磨。(参见图 6)
在研磨滚刀和/或底刀后务必调节滚刀组;请参阅滚刀组操作员手册手册。要想通过延长滚刀和底刀刀刃锋利的时间来延长滚刀组的性能,在前几分钟操作之后,可能需要进行额外的调节,因为滚刀与底刀需要相互吻合。
确保所有滚刀组组件都处于良好状况。根据所使用研磨机的类型,故障滚刀组组件可能会影响研磨效果。确保滚刀轴承处于良好状况,并在研磨滚刀之前进行适当调节。确保滚刀组托架和滚筒支架的平整,不会弯曲或受损。
卸下底刀架/底刀总成。
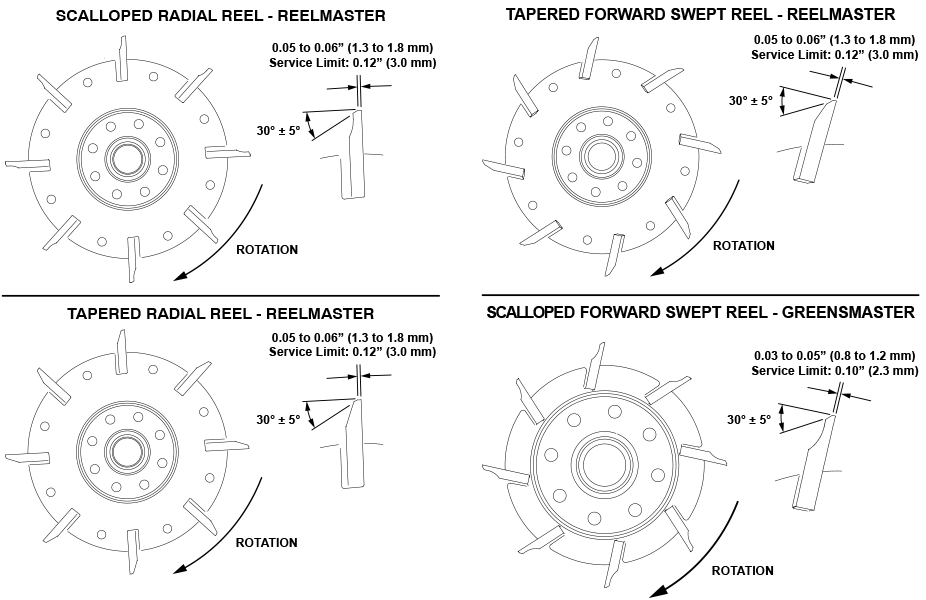
图 7.
识别滚刀类型,确保研磨正确进行。Toro 产品使用四(4)种不同类型的滚刀。滚刀按照刀片铲磨的类型(扇形或锥形)和刀片的位置(径向或前掠式)来定义(参见图 7)
注: Greensmaster 机器仅使用扇形前掠式滚刀。
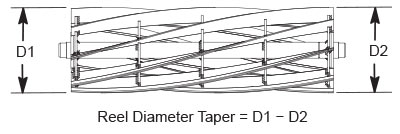
图 8.
使用直径/周长卷尺(Toro 专用工具 TOR6023)来测量滚刀直径锥度。(参见图 8)
重要提示:研磨时切勿导致滚刀刀片过热。研磨机每研磨一遍仅会除去少量材料。
如果滚刀刀片棱面宽度超过维修限值,请将滚刀刀片铲磨至最小刀片棱面宽度。Toro 建议每一滚刀刀片都使用 30 度铲磨角度。您可以向任一方向将铲磨角度向上调整 5 度。铲磨角度更大,意味着必须减少研磨滚刀的次数,因为刀片棱面宽度会随着滚刀磨损缓慢增加。遗憾的是,更大的铲磨角度可能会使滚刀刀片更容易受到撞击而损坏。如果铲磨角度变小,可能必须更频繁地研磨滚刀,才能保持刀片棱面宽度。铲磨角度更小,会使刀片更能抵抗撞击带来的损坏。
旋转研磨滚刀以恢复其圆筒形状,并确立铲磨后应达到的指定刀片棱面宽度。
按照滚刀研磨机制造商的说明,根据 Toro 规格对滚刀进行研磨 。滚刀参考图。 滚刀研磨信息还可以在您的《滚刀组操作员手册》和维修参考资料集的 Toro 基础知识系列培训手册、滚刀剪草机基础知识(零件号 09168Sl)中找到,可向您的 Toro 授权经销商索取。
在研磨滚刀和/或底刀后需要调节滚刀组(请参阅《滚刀组操作员手册》)。修剪两(2)条球道后应检查滚刀到底刀的接触。在初次使用过程中,任何毛刺都要从滚刀和底刀中移除,它们可能造成滚刀与底刀之间产生不当间隙,从而加速磨损。这种在研磨后重新检查滚刀到底刀接触的做法,可以延长滚刀和底刀刀刃保持锋利的时间。